服務熱線:
服務熱線:
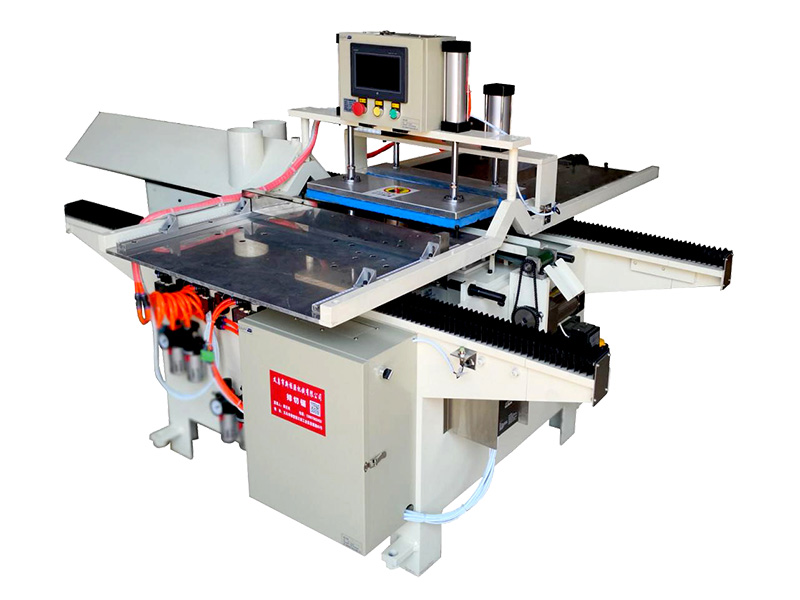
在使用45度切角機進行切割時,臺面上的“三角形限位塊”要放置在中間位置,在這個三角塊的表面有四個用來固定它的螺絲孔,前面有兩個,后面會有兩個。我們要先把前面的兩個螺絲孔固定好,那一條框條貼上去,如果這個框架出現過大,那么就要使用后面的兩個螺絲口進行固定了。如果是小相框,則要加上兩根擋桿避免夾子把相框夾壞,在限位塊的位置調節好后,才能擰緊螺絲。

而雙頭切角機顧明思義就是帶有2個鋸切機頭的設備,市場上雙頭鋸的應用行業多數為門窗幕墻行業,這種雙頭鋸能夠切割的角度一般以2個角度為準,分別是90度和45度,大家都很清楚切割門窗邊框材料,兩個型材切割成45度后,需要拼接起來成為90度直角,以滿足視覺美感度。