服務熱線:
服務熱線:
先將臺面上的"三角形限位塊"調整在中央,再把臺面上的"三角形限位塊"對準臺面上的四個螺絲孔,將其固定住,再扭緊螺絲。然后根據切割的框條進行調整,如果框條太大,么這個"三角形限位塊"的兩個螺絲要擰在后面的螺絲孔里。如果是小相框,那么久要加兩根擋桿,以防夾壞小框條。待到調整完后,再根據框條要打釘的位置進行調節臺面。

在使用45度切角機進行加工時,把臺面和相框向前后推動下,確認是否固定好。例如,要釘框條外的釘子時,需要調整下后下方的螺桿,要釘框條里面的釘子時,要調整前下方的螺桿。按照加工需求進行調節并定位,把釘子放進槽內。如果模具頭的高度不符合,那就把模具頭的螺絲擰松后再換上新的模具頭再進行加工。

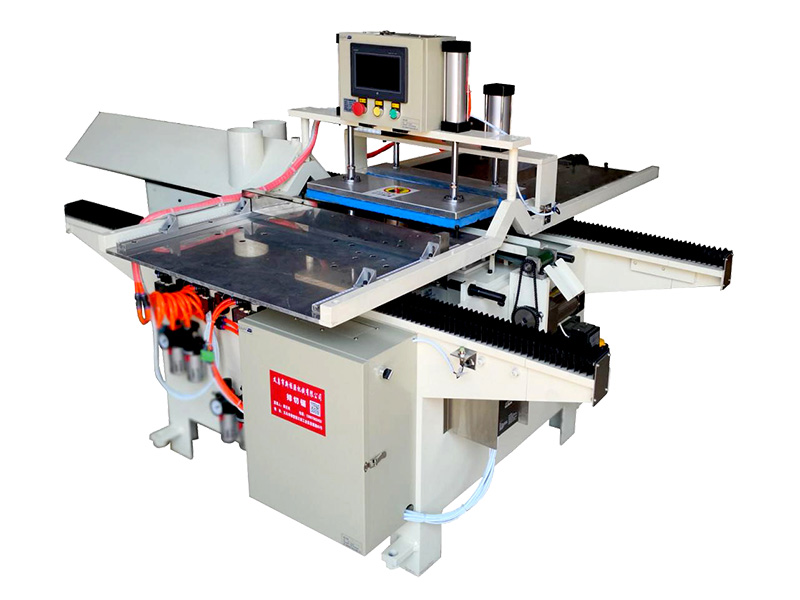
45度切角機最大的特點就是里面帶有一個合金切鋸片,它與框條形成了45度角,在與鋼切割出來的框條相接觸時才不會出現刮傷框條切口的現象。相反,則非常容易刮傷框條的切口,導致切口的不光滑從而使切角不密封。切角機切出來的邊要光滑不起毛邊、不裂口、不扎手,這樣生產出來的相框才能更美觀。而對切角機的正確操作,更能增加它的使用壽命。

1.就拿產品外觀來說,在生產制造過程中,許多廠家都會要求型材擠壓廠家擠壓出各種形狀各異的鋁合金型材來制作鋁家具產品,而一些異型材在使用45度鋁型材切角機切割時,有的可以直接將產品放上去切割,而有的異型鋁材,就需要加裝夾具才能使其良好的切割。2.夾具,是指在切割過程中,用來固定產品使其保持靜止不移動,保證切割效果的一種裝置。既然加裝夾具為了讓產品能夠更牢固的被夾持,如果在切割過程中,產品不被壓牢,那么就會容易出現切割長度尺寸或角度不準,甚至有些產品如果沒有壓牢的話,在切割過程中就出現蹦邊現象。