服務熱線:
服務熱線: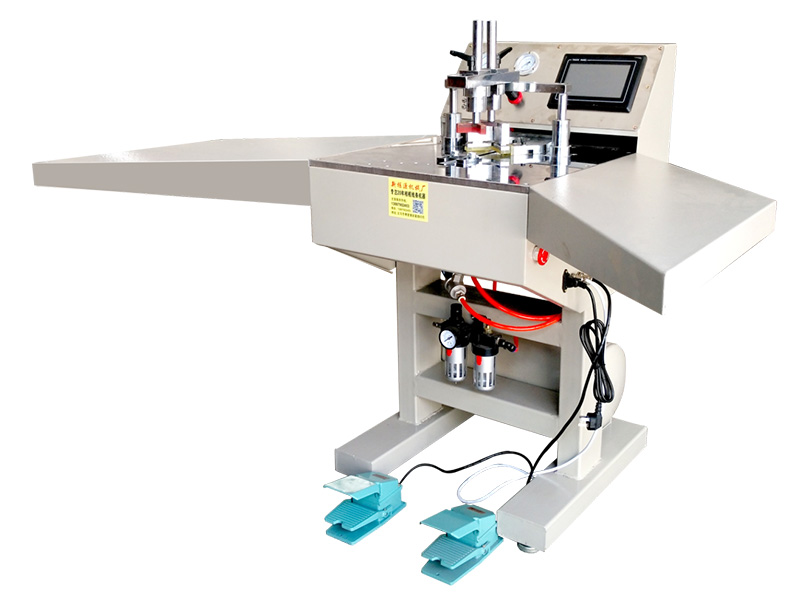
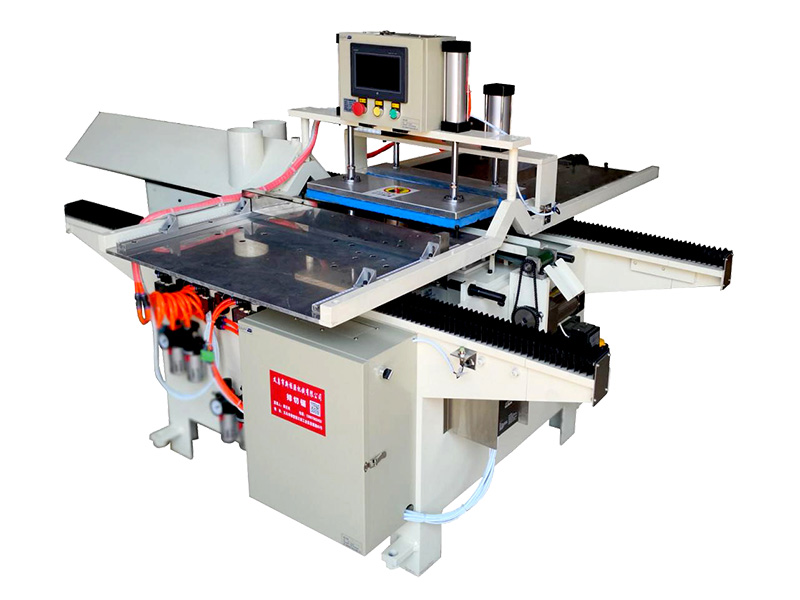
1、數控電腦控制,工作快速,輕松、省力、容易上手;2、采用新版數控程序,可以存儲讀取程序。存200款線條;3、新設計夾緊功能,讓線條釘的更加緊密;4、高質量軸承,移動平穩不抖動。結實耐用。全自動化裱框設備。普遍應用于大工廠或工作量十分大的場所使用。機器分設7個打釘段位,適合不同種類線條。只需輕輕一按,按照所需打釘要求設置程序。3.5秒完成打釘。下次線條同款只要直接調出該程序即可。數控釘角機能快速高效的完成工作,并能達到釘框老師傅的工作效率和效果。操作簡單,很值得推廣。

單頭切角機和雙頭切角機的區別,單頭切角機和雙頭切角機的區別就是在于切割機的機頭數量不同。單頭切角機一般適用于鋁合金陽光房行業,或者建筑行業的鋁模板工地,這種單頭的多數切割角度不同,并不是固定的,它會依據實際生產需要加工出所需不同的角度,比如說有35°、45°、50°、65°、75°等等,以實際配合為準。

(1)溫度對燙印有著十分重要的影響,溫度必須控制在相應的范圍內,使染色樹脂層和膠粘劑適度熔化,才能保證鋁層的良好轉移.(2)如果溫度過高,熔化過度,燙印圖文周圍的電化鋁也熔化脫落而產生糊版,同時高溫還會使電化鋁染色樹脂和鋁層發生化學變化,燙印產品亮度降低和失去金屬光澤,甚至使印跡出現霧斑狀或起泡;但如果溫度過低,熔化不充分,也會造成燙印不上或燙印不牢,印跡不牢固、易脫落,或者缺筆斷劃、印跡發花。

第一,開料:通過切割機器對購買的木板或鋁板進行初步的切割成型,進行切割之后以便進一步加工。第二,沖壓:對于鋁制的產品進行一次或者多次的沖壓處理,通過沖壓機器進行處理,以便達到理想的形狀。對于木制品來說,在進行切割之后需要進一步的處理和打磨,使產品的性狀得到進一步的提升。第三,絲印:在產品的最顯眼處打上商標或者宣傳語,以便取得更好的宣傳和廣告效果。同時也可以為顧客打上個性化的商標。