服務熱線:
服務熱線:
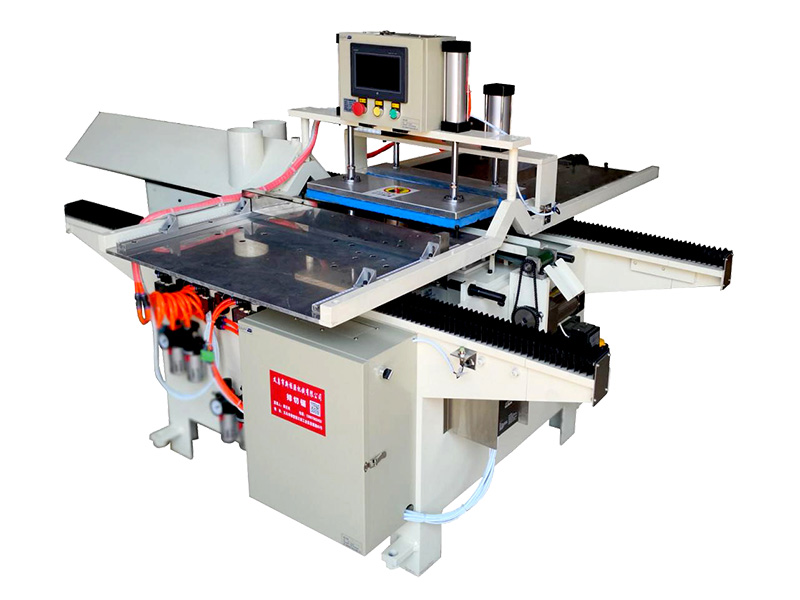
在使用45度切角機進行加工時,把臺面和相框向前后推動下,確認是否固定好。例如,要釘框條外的釘子時,需要調整下后下方的螺桿,要釘框條里面的釘子時,要調整前下方的螺桿。按照加工需求進行調節并定位,把釘子放進槽內。如果模具頭的高度不符合,那就把模具頭的螺絲擰松后再換上新的模具頭再進行加工。

既然加夾具和不加夾具都是以是否能夠達到切割要求而定論的,那為何不干脆全部都加裝夾具上去就好了。事實上,完全沒有這個必要,如果在不需要的情況下我們也加上去了,先不說增加夾具的制作成本,最麻煩的是,通常夾具是專用的,當我們更換切割另外一種鋁型材產品的時候,我們又得拆卸更換夾具,此時又得慢慢地去調整和校正夾具,這些都是比較費時費力的工作。

1、數控電腦控制,工作快速,輕松、省力、容易上手;2、采用新版數控程序,可以存儲讀取程序。存200款線條;3、新設計夾緊功能,讓線條釘的更加緊密;4、高質量軸承,移動平穩不抖動。結實耐用。全自動化裱框設備。普遍應用于大工廠或工作量十分大的場所使用。機器分設7個打釘段位,適合不同種類線條。只需輕輕一按,按照所需打釘要求設置程序。3.5秒完成打釘。下次線條同款只要直接調出該程序即可。數控釘角機能快速高效的完成工作,并能達到釘框老師傅的工作效率和效果。操作簡單,很值得推廣。