服務熱線:
服務熱線: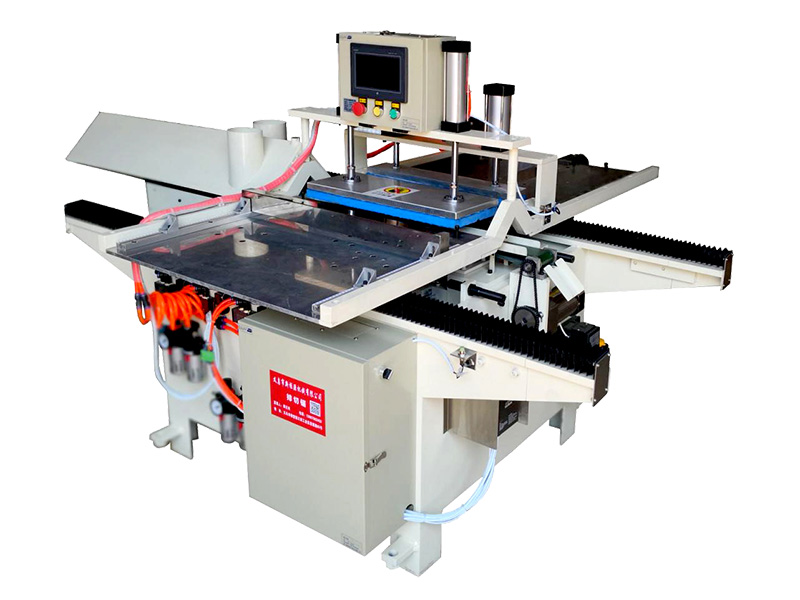
1.首先,工件上,需要在床面上用紙或者蓋板將其完全蓋住,而且用完后要用干毛巾將床面擦拭干凈。2.在鑄造工件 的過程中,務必要在板上裝上罩蓋,同時,要擦凈由于切屑而濺落在床面上的潤滑油,不能遺留任何油漬。3.不適用切角機床時,要做好車床的保潔工作,避免碎末或者雜物進入車床里面,導致導軌出現問題或者家居其磨損度。4.較后,每次使用乳化液前,一定要清除冷卻潤滑液盛盤和車床導軌里面的垃圾,而且使用完要將遺留在切角機上面的潤滑液全部擦拭干凈。

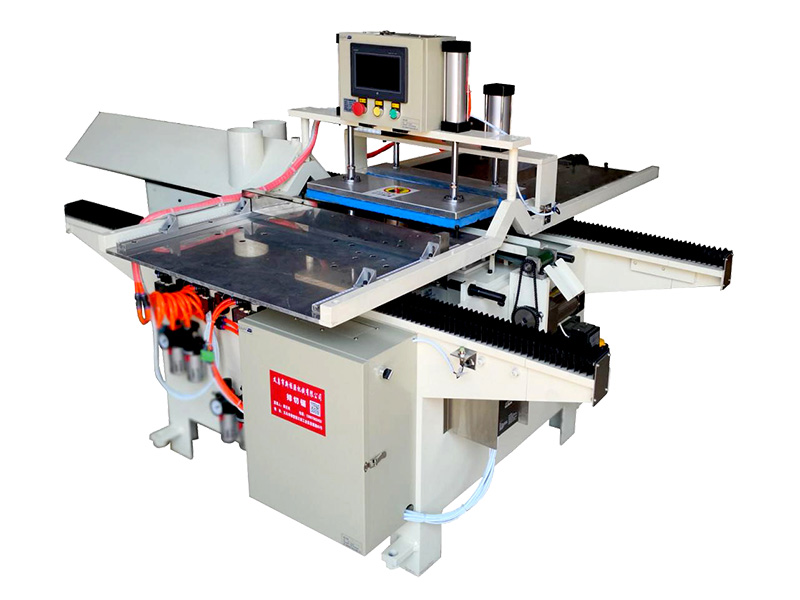
單頭切角機和雙頭切角機的區別,單頭切角機和雙頭切角機的區別就是在于切割機的機頭數量不同。單頭切角機一般適用于鋁合金陽光房行業,或者建筑行業的鋁模板工地,這種單頭的多數切割角度不同,并不是固定的,它會依據實際生產需要加工出所需不同的角度,比如說有35°、45°、50°、65°、75°等等,以實際配合為準。
1.45度切角機的作業者要熟悉液壓傳動系統原理,熟悉本機器設備關鍵液壓件的功效,把握系統軟件運行次序。2.在起動機器設備以前,應查驗全部健身運動組織及繼電器是不是進到初始情況,查驗汽車油箱油量,假如出現異常或是剩余油不夠,應嚴禁起動液壓油泵電動機,并找維修人員開展檢修。3.作業者要常常查驗液壓傳動系統工作中情況,觀察壓力和速率,查驗產品工件規格及游戲道具損壞狀況,以確保液壓傳動系統工作中平穩靠譜。