服務熱線:
服務熱線:
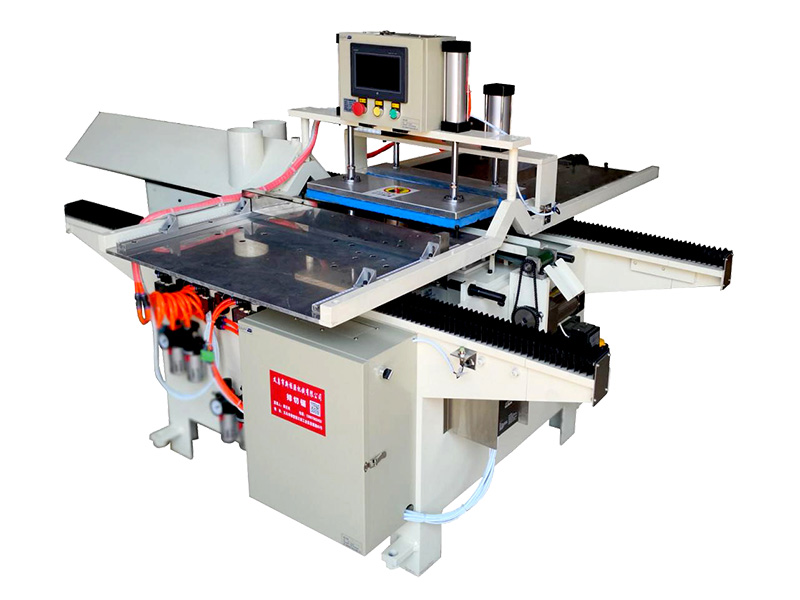
(1)導柱軸之間的潤滑,及時加油以保持良好的潤滑。(2)電源將操縱桿移至垂直位置以關閉回油口,按下按鈕以啟動電動機,油從泵進入氣缸,活塞向上驅動,當加熱板關閉時,泵繼續供油時,按停止按鈕,油壓力升至所需值14.5Mpa。(3)當機器處于停止包裝(即定時硫化)狀態,達到固化時間,移動柱塞下降模具的手柄。(4)鋁板壓花機的基本信息。

在使用45度切角機進行切割時,臺面上的“三角形限位塊”要放置在中間位置,在這個三角塊的表面有四個用來固定它的螺絲孔,前面有兩個,后面會有兩個。我們要先把前面的兩個螺絲孔固定好,那一條框條貼上去,如果這個框架出現過大,那么就要使用后面的兩個螺絲口進行固定了。如果是小相框,則要加上兩根擋桿避免夾子把相框夾壞,在限位塊的位置調節好后,才能擰緊螺絲。