服務(wù)熱線:
服務(wù)熱線:
(1)溫度對燙印有著十分重要的影響,溫度必須控制在相應(yīng)的范圍內(nèi),使染色樹脂層和膠粘劑適度熔化,才能保證鋁層的良好轉(zhuǎn)移.(2)如果溫度過高,熔化過度,燙印圖文周圍的電化鋁也熔化脫落而產(chǎn)生糊版,同時高溫還會使電化鋁染色樹脂和鋁層發(fā)生化學(xué)變化,燙印產(chǎn)品亮度降低和失去金屬光澤,甚至使印跡出現(xiàn)霧斑狀或起泡;但如果溫度過低,熔化不充分,也會造成燙印不上或燙印不牢,印跡不牢固、易脫落,或者缺筆斷劃、印跡發(fā)花。

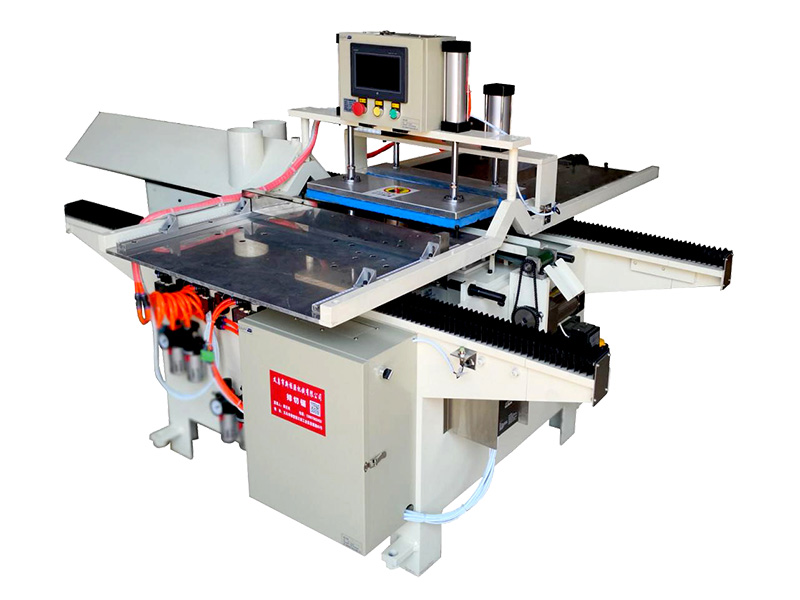
其實,所謂的切割液就是當(dāng)你使用45度切角機進行切割、磨加工的時候,用來冷卻或潤滑加工零部件的液體。切割液往往有多種助劑經(jīng)科學(xué)研制配置而成,它具有良好的潤滑性能、清洗功能、防腐蝕、防銹性能、冷卻性能、易稀釋的特點。相比傳統(tǒng)的45度切角機助劑乳化液,切割液克服了以往的容易發(fā)臭、難以稀釋、容易生銹的問題,也不會破環(huán)車床原本的漆。

1.鋁層的燙印轉(zhuǎn)移必須要通過壓力來完成,燙印壓力的大小影響著電化鋁的附著牢度。即便溫度合適,如果壓力不足,也無法使電化鋁良好地轉(zhuǎn)移到承印物上,就會產(chǎn)生印跡發(fā)虛、花版等問題。通常燙印壓力應(yīng)適當(dāng)調(diào)小,以達到不掉色,附著牢度好為準則。2.燙印的襯墊對壓力的影響也較大。硬性襯墊可以使印跡清秀,適用于結(jié)實、平滑的紙張,如銅版紙、玻璃卡紙;而軟性襯墊則相反,印跡偏粗,適用于面積較大的燙印,特別是表面高低不平,紙張平整度、平滑度差、較粗糙的紙張。

單頭切角機和雙頭切角機的區(qū)別,單頭切角機和雙頭切角機的區(qū)別就是在于切割機的機頭數(shù)量不同。單頭切角機一般適用于鋁合金陽光房行業(yè),或者建筑行業(yè)的鋁模板工地,這種單頭的多數(shù)切割角度不同,并不是固定的,它會依據(jù)實際生產(chǎn)需要加工出所需不同的角度,比如說有35°、45°、50°、65°、75°等等,以實際配合為準。