服務(wù)熱線:
服務(wù)熱線:
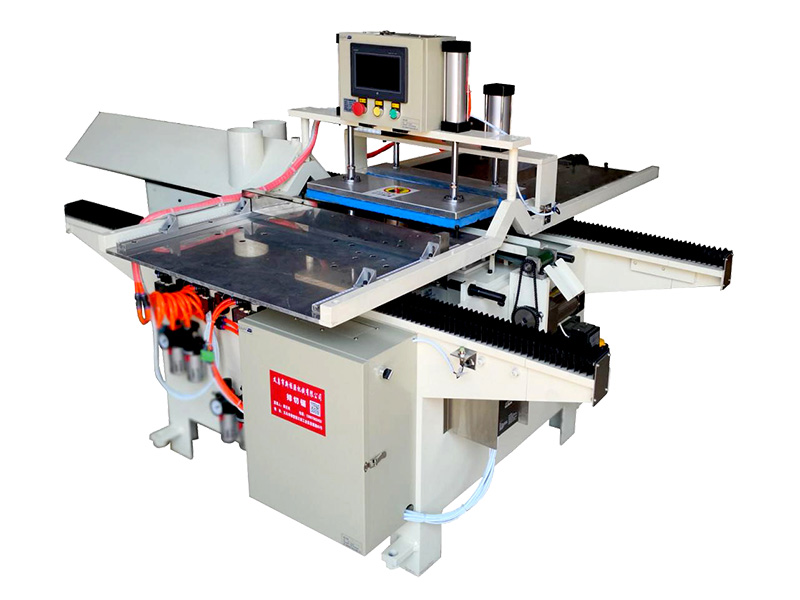
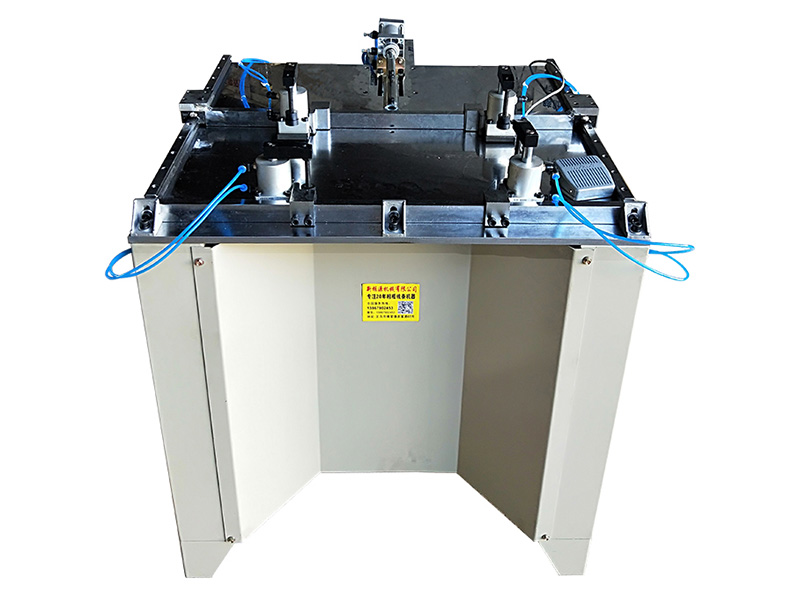
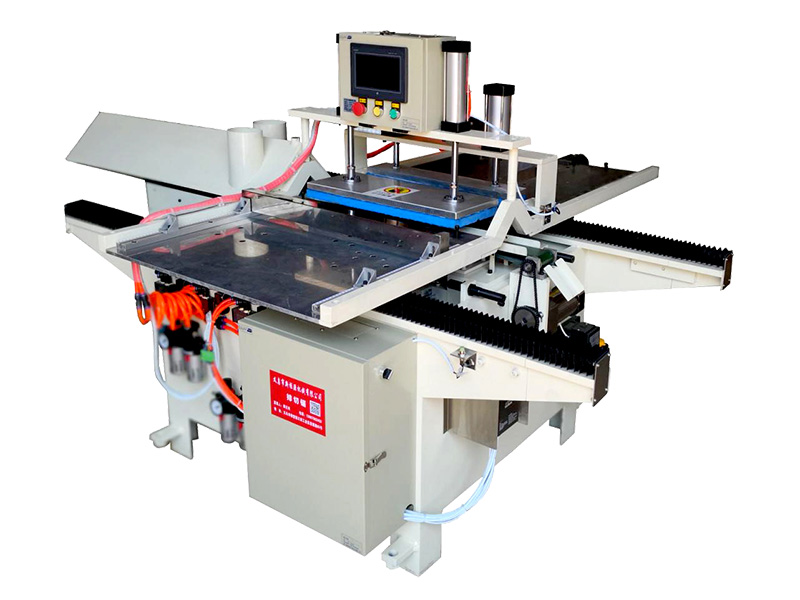
在使用45度切角機(jī)進(jìn)行切割時(shí),臺(tái)面上的“三角形限位塊”要放置在中間位置,在這個(gè)三角塊的表面有四個(gè)用來固定它的螺絲孔,前面有兩個(gè),后面會(huì)有兩個(gè)。我們要先把前面的兩個(gè)螺絲孔固定好,那一條框條貼上去,如果這個(gè)框架出現(xiàn)過大,那么就要使用后面的兩個(gè)螺絲口進(jìn)行固定了。如果是小相框,則要加上兩根擋桿避免夾子把相框夾壞,在限位塊的位置調(diào)節(jié)好后,才能擰緊螺絲。
1.調(diào)整燙印壓力要綜合承印物、燙印溫度、車速以及電化鋁本身等多種因素。一般來說,紙張結(jié)實(shí)、平滑度高,印刷的墨層厚實(shí),以及燙印溫度較高、車速慢的情況下,燙印壓力應(yīng)小一些,反之,則應(yīng)大一些。燙印壓力務(wù)必要均勻,如果發(fā)現(xiàn)局部燙印不上和花麻,很可能此處的壓力偏小,應(yīng)在該處的平板上墊上一層薄紙,使壓力趨于平衡。2.燙印箔的安裝不可過緊或過松,過緊時(shí)字跡缺筆斷劃;過松則字跡不清,糊版。
第一,開料:通過切割機(jī)器對(duì)購買的木板或鋁板進(jìn)行初步的切割成型,進(jìn)行切割之后以便進(jìn)一步加工。第二,沖壓:對(duì)于鋁制的產(chǎn)品進(jìn)行一次或者多次的沖壓處理,通過沖壓機(jī)器進(jìn)行處理,以便達(dá)到理想的形狀。對(duì)于木制品來說,在進(jìn)行切割之后需要進(jìn)一步的處理和打磨,使產(chǎn)品的性狀得到進(jìn)一步的提升。第三,絲印:在產(chǎn)品的最顯眼處打上商標(biāo)或者宣傳語,以便取得更好的宣傳和廣告效果。同時(shí)也可以為顧客打上個(gè)性化的商標(biāo)。