服務(wù)熱線:
服務(wù)熱線:
(1)燙印速度實(shí)際上反映燙印時(shí)承印物與燙印箔的接觸時(shí)間,直接影響到燙印牢度。燙印速度過(guò)快,會(huì)導(dǎo)致?tīng)C印不上或印跡發(fā)花;燙印速度過(guò)慢既會(huì)影響燙印質(zhì)量,又影響生產(chǎn)效率。(2)燙印過(guò)程中速度、壓力、溫度相互制約,其工藝參數(shù)總是按燙印速度、壓力、溫度的順序確定。首先確定燙印速度。一般情況下,將其作常量處理,不輕易改變,然后再找出與之相適應(yīng)的燙印壓力和燙印溫度,這樣可以簡(jiǎn)化操作程序,也容易控制燙印質(zhì)量。(3)燙印過(guò)程中還要考慮基材、燙印版、燙印機(jī)、夾具以及墊板是否合適。最后還要研究一下環(huán)境條件,包括室內(nèi)溫濕度、基材溫度、室內(nèi)空氣的清潔程度等。

1.要釋放的低選擇45度切角機(jī)框架的甲醛量:在選擇時(shí),應(yīng)避免裝飾板的刺鼻氣味。因?yàn)闅馕洞螅兹┽尫帕渴禽^高的,更嚴(yán)重的污染,更大的危險(xiǎn)。2.表面應(yīng)無(wú)明顯的缺陷:裝飾面板選擇的表面應(yīng)平整光滑,無(wú)毛刺溝和刨痕;應(yīng)該沒(méi)有膠滲透現(xiàn)象(如本地黃,黑現(xiàn)象);應(yīng)選擇表面無(wú)裂紋、裂縫、無(wú)節(jié)疤,樹(shù)脂囊和樹(shù)膠道。整板的翹曲度的性質(zhì)應(yīng)該是盡可能小,避免由于砂現(xiàn)象造成不當(dāng)?shù)拇蚰ヌ幚聿僮鳌?br/>
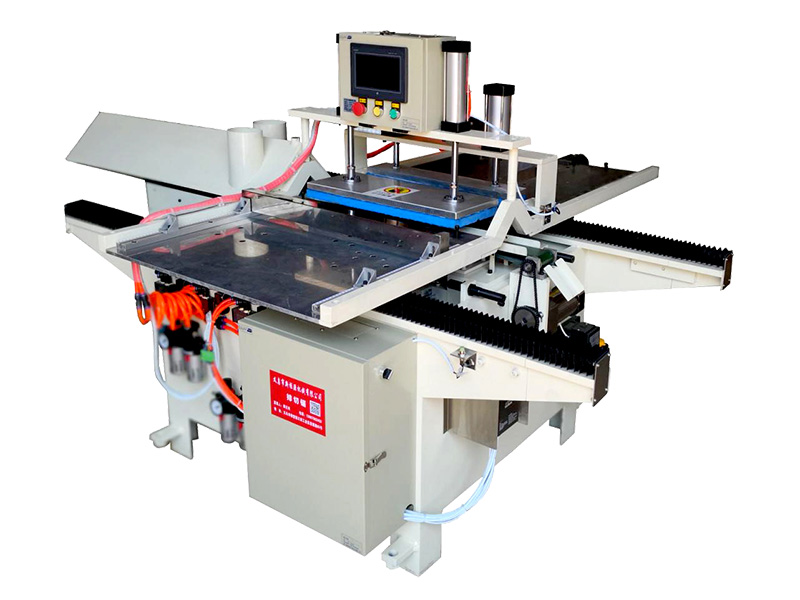
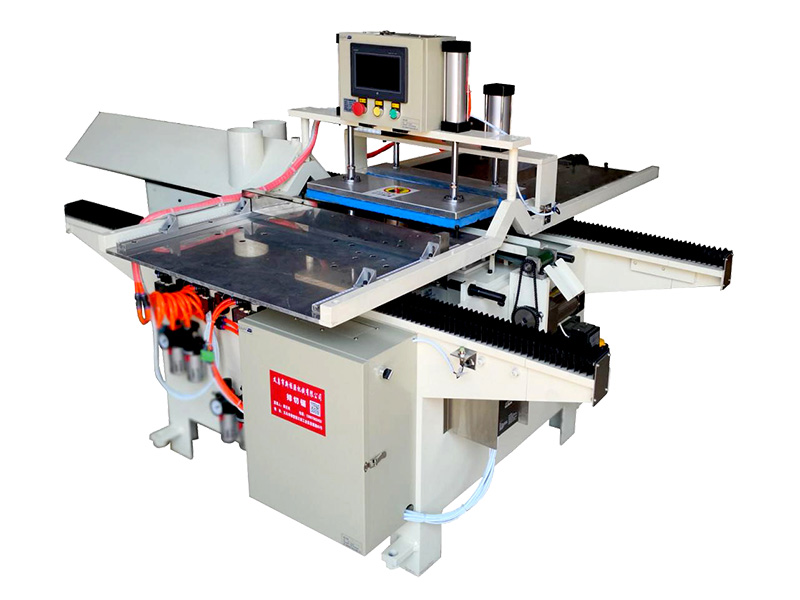
單頭切角機(jī)和雙頭切角機(jī)的區(qū)別,單頭切角機(jī)和雙頭切角機(jī)的區(qū)別就是在于切割機(jī)的機(jī)頭數(shù)量不同。單頭切角機(jī)一般適用于鋁合金陽(yáng)光房行業(yè),或者建筑行業(yè)的鋁模板工地,這種單頭的多數(shù)切割角度不同,并不是固定的,它會(huì)依據(jù)實(shí)際生產(chǎn)需要加工出所需不同的角度,比如說(shuō)有35°、45°、50°、65°、75°等等,以實(shí)際配合為準(zhǔn)。

1.要釋放的低選擇45度切角機(jī)框架的甲醛量:在選擇時(shí),應(yīng)避免裝飾板的刺鼻氣味。因?yàn)闅馕洞螅兹┽尫帕渴禽^高的,更嚴(yán)重的污染,更大的危險(xiǎn)。2.表面應(yīng)無(wú)明顯的缺陷:裝飾面板選擇的表面應(yīng)平整光滑,無(wú)毛刺溝和刨痕;應(yīng)該沒(méi)有膠滲透現(xiàn)象(如本地黃,黑現(xiàn)象);應(yīng)選擇表面無(wú)裂紋、裂縫、無(wú)節(jié)疤,樹(shù)脂囊和樹(shù)膠道。整板的翹曲度的性質(zhì)應(yīng)該是盡可能小,避免由于砂現(xiàn)象造成不當(dāng)?shù)拇蚰ヌ幚聿僮鳌?