服務熱線:
服務熱線:
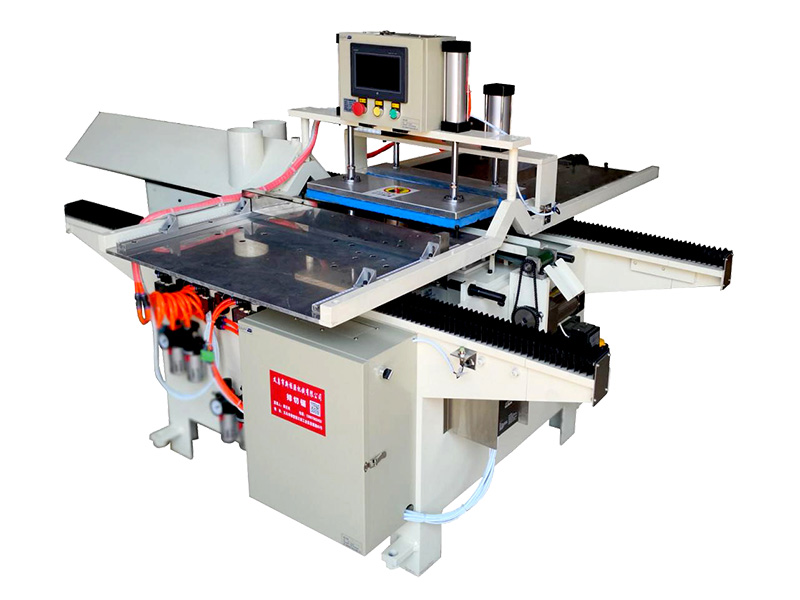
單頭切角機和雙頭切角機的區別,單頭切角機和雙頭切角機的區別就是在于切割機的機頭數量不同。單頭切角機一般適用于鋁合金陽光房行業,或者建筑行業的鋁模板工地,這種單頭的多數切割角度不同,并不是固定的,它會依據實際生產需要加工出所需不同的角度,比如說有35°、45°、50°、65°、75°等等,以實際配合為準。

1.鋁層的燙印轉移必須要通過壓力來完成,燙印壓力的大小影響著電化鋁的附著牢度。即便溫度合適,如果壓力不足,也無法使電化鋁良好地轉移到承印物上,就會產生印跡發虛、花版等問題。通常燙印壓力應適當調小,以達到不掉色,附著牢度好為準則。2.燙印的襯墊對壓力的影響也較大。硬性襯墊可以使印跡清秀,適用于結實、平滑的紙張,如銅版紙、玻璃卡紙;而軟性襯墊則相反,印跡偏粗,適用于面積較大的燙印,特別是表面高低不平,紙張平整度、平滑度差、較粗糙的紙張。

第一,開料:通過切割機器對購買的木板或鋁板進行初步的切割成型,進行切割之后以便進一步加工。第二,沖壓:對于鋁制的產品進行一次或者多次的沖壓處理,通過沖壓機器進行處理,以便達到理想的形狀。對于木制品來說,在進行切割之后需要進一步的處理和打磨,使產品的性狀得到進一步的提升。第三,絲印:在產品的最顯眼處打上商標或者宣傳語,以便取得更好的宣傳和廣告效果。同時也可以為顧客打上個性化的商標。

(1)燙印速度實際上反映燙印時承印物與燙印箔的接觸時間,直接影響到燙印牢度。燙印速度過快,會導致燙印不上或印跡發花;燙印速度過慢既會影響燙印質量,又影響生產效率。(2)燙印過程中速度、壓力、溫度相互制約,其工藝參數總是按燙印速度、壓力、溫度的順序確定。首先確定燙印速度。一般情況下,將其作常量處理,不輕易改變,然后再找出與之相適應的燙印壓力和燙印溫度,這樣可以簡化操作程序,也容易控制燙印質量。(3)燙印過程中還要考慮基材、燙印版、燙印機、夾具以及墊板是否合適。最后還要研究一下環境條件,包括室內溫濕度、基材溫度、室內空氣的清潔程度等。