服務熱線:
服務熱線:
1.冬天當汽車油箱水溫未做到25℃時,各執行器不可以剛開始按序工作中,而只有起動液壓油泵電動機使液壓油泵航空件轉。夏天工作中全過程中,當汽車油箱內水溫高過60℃時,留意觀查液壓傳動系統工作中情況,并通告維修人員開展解決。2.操作工不可以毀壞電路系統的自鎖互鎖設備,不可以用力促進電機控制閥,不可以毀壞或隨意挪動各實際操作檔的部位。3.關機4鐘頭之上的切角機45度機器設備,在開始工作前,先要起動液壓油泵電機5-10min以后才可以帶工作壓力工作中。4.當液壓傳動系統出現常見故障時,操作工不可以擅自動來動去,應該馬上匯報檢修單位。5.應常常維持機器設備清理,避免 塵土、鉆削用切削油、鉆削、純棉紗等臟物進到汽車油箱。
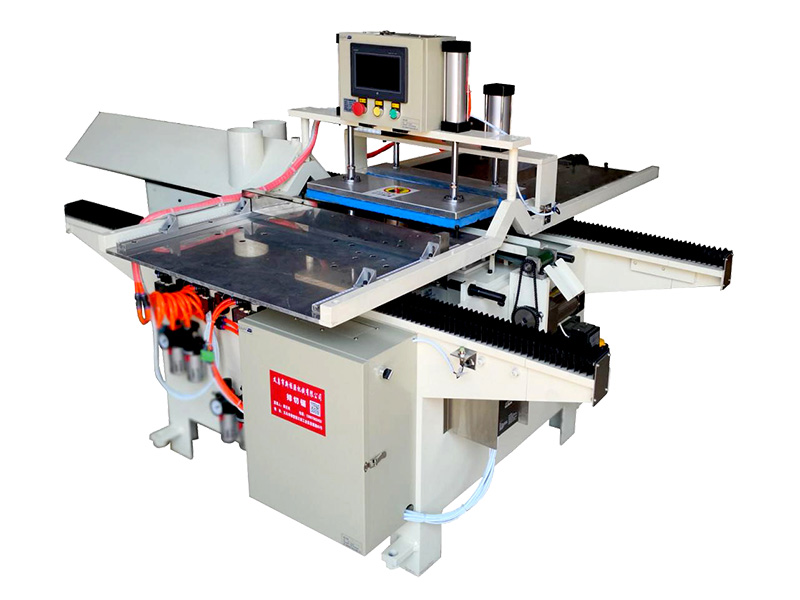
單頭切角機和雙頭切角機的區別,單頭切角機和雙頭切角機的區別就是在于切割機的機頭數量不同。單頭切角機一般適用于鋁合金陽光房行業,或者建筑行業的鋁模板工地,這種單頭的多數切割角度不同,并不是固定的,它會依據實際生產需要加工出所需不同的角度,比如說有35°、45°、50°、65°、75°等等,以實際配合為準。

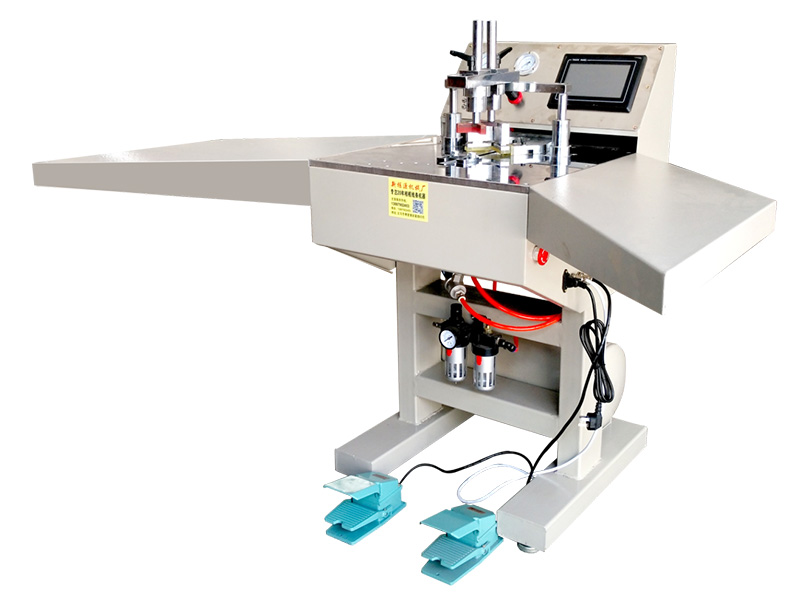
1.就拿產品外觀來說,在生產制造過程中,許多廠家都會要求型材擠壓廠家擠壓出各種形狀各異的鋁合金型材來制作鋁家具產品,而一些異型材在使用45度鋁型材切角機切割時,有的可以直接將產品放上去切割,而有的異型鋁材,就需要加裝夾具才能使其良好的切割。2.夾具,是指在切割過程中,用來固定產品使其保持靜止不移動,保證切割效果的一種裝置。既然加裝夾具為了讓產品能夠更牢固的被夾持,如果在切割過程中,產品不被壓牢,那么就會容易出現切割長度尺寸或角度不準,甚至有些產品如果沒有壓牢的話,在切割過程中就出現蹦邊現象。

既然加夾具和不加夾具都是以是否能夠達到切割要求而定論的,那為何不干脆全部都加裝夾具上去就好了。事實上,完全沒有這個必要,如果在不需要的情況下我們也加上去了,先不說增加夾具的制作成本,最麻煩的是,通常夾具是專用的,當我們更換切割另外一種鋁型材產品的時候,我們又得拆卸更換夾具,此時又得慢慢地去調整和校正夾具,這些都是比較費時費力的工作。