服務熱線:
服務熱線:
1.調整燙印壓力要綜合承印物、燙印溫度、車速以及電化鋁本身等多種因素。一般來說,紙張結實、平滑度高,印刷的墨層厚實,以及燙印溫度較高、車速慢的情況下,燙印壓力應小一些,反之,則應大一些。燙印壓力務必要均勻,如果發現局部燙印不上和花麻,很可能此處的壓力偏小,應在該處的平板上墊上一層薄紙,使壓力趨于平衡。2.燙印箔的安裝不可過緊或過松,過緊時字跡缺筆斷劃;過松則字跡不清,糊版。

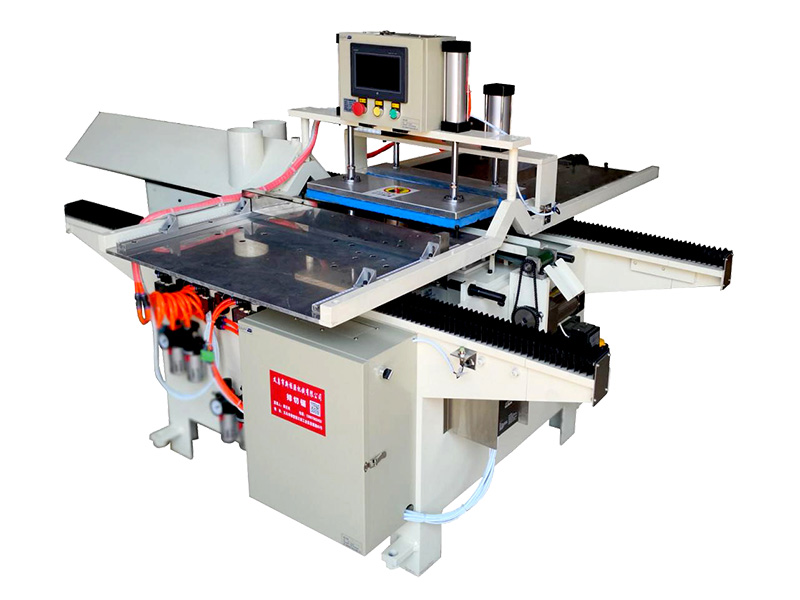
而雙頭切角機顧明思義就是帶有2個鋸切機頭的設備,市場上雙頭鋸的應用行業多數為門窗幕墻行業,這種雙頭鋸能夠切割的角度一般以2個角度為準,分別是90度和45度,大家都很清楚切割門窗邊框材料,兩個型材切割成45度后,需要拼接起來成為90度直角,以滿足視覺美感度。

在使用45度切角機進行加工時,把臺面和相框向前后推動下,確認是否固定好。例如,要釘框條外的釘子時,需要調整下后下方的螺桿,要釘框條里面的釘子時,要調整前下方的螺桿。按照加工需求進行調節并定位,把釘子放進槽內。如果模具頭的高度不符合,那就把模具頭的螺絲擰松后再換上新的模具頭再進行加工。
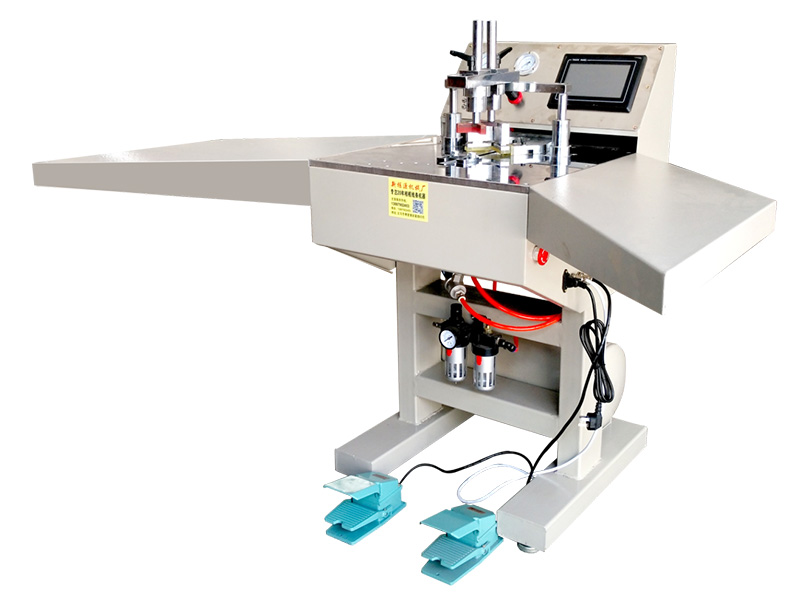
在使用45度切角機進行切割時,臺面上的“三角形限位塊”要放置在中間位置,在這個三角塊的表面有四個用來固定它的螺絲孔,前面有兩個,后面會有兩個。我們要先把前面的兩個螺絲孔固定好,那一條框條貼上去,如果這個框架出現過大,那么就要使用后面的兩個螺絲口進行固定了。如果是小相框,則要加上兩根擋桿避免夾子把相框夾壞,在限位塊的位置調節好后,才能擰緊螺絲。