服務熱線:
服務熱線:
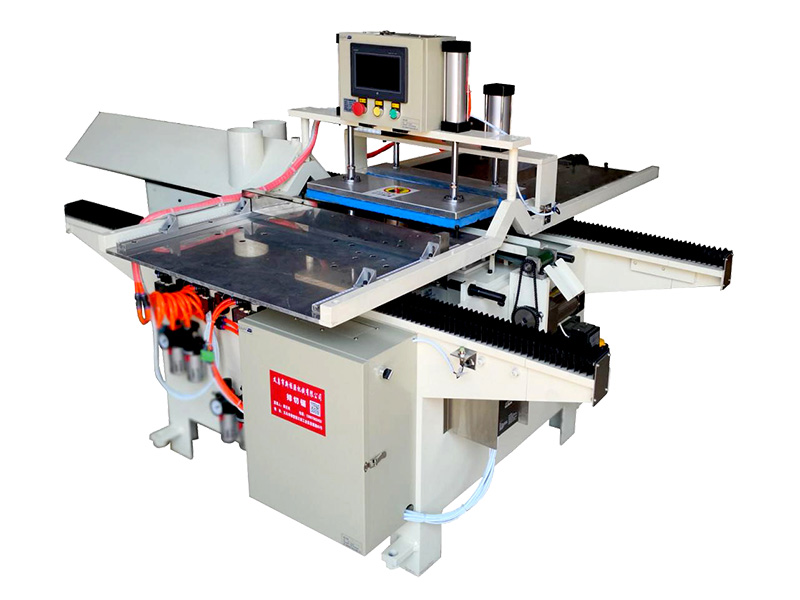
(1)導柱軸之間的潤滑,及時加油以保持良好的潤滑。(2)電源將操縱桿移至垂直位置以關閉回油口,按下按鈕以啟動電動機,油從泵進入氣缸,活塞向上驅動,當加熱板關閉時,泵繼續(xù)供油時,按停止按鈕,油壓力升至所需值14.5Mpa。(3)當機器處于停止包裝(即定時硫化)狀態(tài),達到固化時間,移動柱塞下降模具的手柄。(4)鋁板壓花機的基本信息。

(1)溫度對燙印有著十分重要的影響,溫度必須控制在相應的范圍內,使染色樹脂層和膠粘劑適度熔化,才能保證鋁層的良好轉移.(2)如果溫度過高,熔化過度,燙印圖文周圍的電化鋁也熔化脫落而產生糊版,同時高溫還會使電化鋁染色樹脂和鋁層發(fā)生化學變化,燙印產品亮度降低和失去金屬光澤,甚至使印跡出現霧斑狀或起泡;但如果溫度過低,熔化不充分,也會造成燙印不上或燙印不牢,印跡不牢固、易脫落,或者缺筆斷劃、印跡發(fā)花。