服務熱線:
服務熱線:
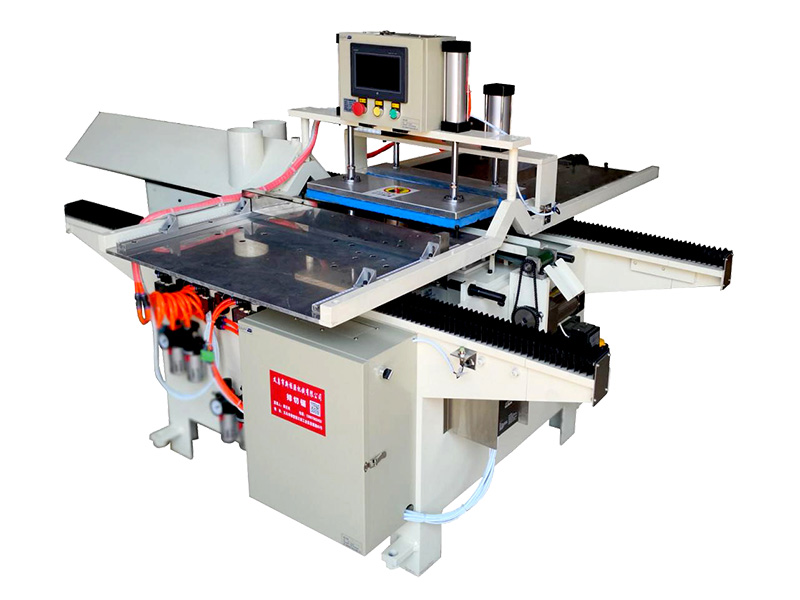
1、數控電腦控制,工作快速,輕松、省力、容易上手;2、采用新版數控程序,可以存儲讀取程序。存200款線條;3、新設計夾緊功能,讓線條釘的更加緊密;4、高質量軸承,移動平穩不抖動。結實耐用。全自動化裱框設備。普遍應用于大工廠或工作量十分大的場所使用。機器分設7個打釘段位,適合不同種類線條。只需輕輕一按,按照所需打釘要求設置程序。3.5秒完成打釘。下次線條同款只要直接調出該程序即可。數控釘角機能快速高效的完成工作,并能達到釘框老師傅的工作效率和效果。操作簡單,很值得推廣。

1.要釋放的低選擇45度切角機框架的甲醛量:在選擇時,應避免裝飾板的刺鼻氣味。因為氣味大,甲醛釋放量是較高的,更嚴重的污染,更大的危險。2.表面應無明顯的缺陷:裝飾面板選擇的表面應平整光滑,無毛刺溝和刨痕;應該沒有膠滲透現象(如本地黃,黑現象);應選擇表面無裂紋、裂縫、無節疤,樹脂囊和樹膠道。整板的翹曲度的性質應該是盡可能小,避免由于砂現象造成不當的打磨處理操作。

1.調整燙印壓力要綜合承印物、燙印溫度、車速以及電化鋁本身等多種因素。一般來說,紙張結實、平滑度高,印刷的墨層厚實,以及燙印溫度較高、車速慢的情況下,燙印壓力應小一些,反之,則應大一些。燙印壓力務必要均勻,如果發現局部燙印不上和花麻,很可能此處的壓力偏小,應在該處的平板上墊上一層薄紙,使壓力趨于平衡。2.燙印箔的安裝不可過緊或過松,過緊時字跡缺筆斷劃;過松則字跡不清,糊版。